0
Advanced CNC Press Brake Bending Services
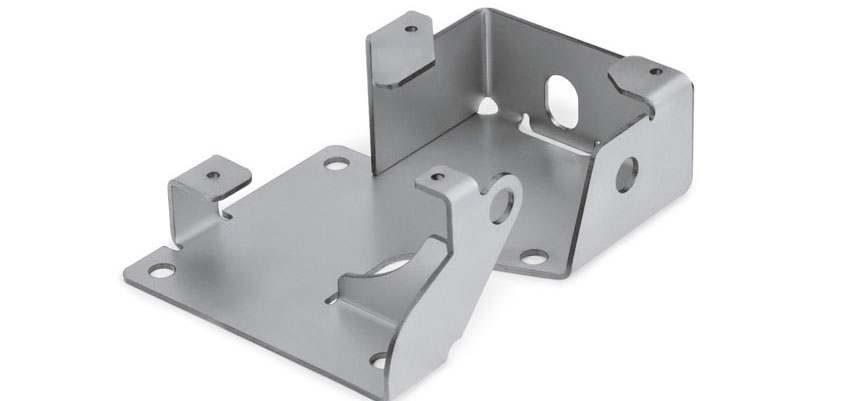
Complex sheet metal forming up to 4 meters with extreme precision.












Swiss Engineering & Advanced Sheet Metal Forming
At Spike Metal, precision forming is the foundation of our manufacturing workflow. To meet the highest industrial standards, our facility is equipped with an advanced 4-meter, 225-ton CNC press brake featuring 7-axis simultaneous control, engineered by the world-renowned Bystronic (Switzerland). This heavy-duty hydraulic infrastructure allows us to easily execute high-spec, complex bending profiles on diverse metal gauges with absolute dimensional accuracy.
To eliminate the risk of angular distortion across long-gauge components, our system utilizes an automated Hydraulic Crowning mechanism. By dynamically adjusting die deflection during operation, it guarantees a perfectly uniform angle along the entire 4-meter bed, delivering flawless flatness and precise repeatability.
3D Engineering Simulation (BySoft & ByVision):
Prior to physical production, our technical team utilizes advanced BySoft software and the ByVision controller to fully simulate the manufacturing sequence. This offline process accurately calculates the required tooling, correct bending order, and exact flat patterns to avoid material waste. All CNC profiles are securely backed up on our server, ensuring identical repeatability for high-volume future production runs.
Radius Profiles via Intelligent Step Bending:
For curved or continuous radius sheet profiles, we execute software-driven step bending rather than using expensive, custom-machined dies. By dividing the target curve into sequential, micro-tangential bends, we achieve smooth profiles. This dynamic method allows clients to modify and update their designs at any time without incurring tooling modifications or extra costs.
×
Our Capabilities
At Spike, we offer an end-to-end suite of sheet metal engineering and fabrication services. From design, 3D modeling, and fiber laser cutting to high-precision CNC bending, expert welding, powder coating, and final assembly. Whether you require a single functional prototype or high-volume industrial production, our engineering team ensures your drawings are executed with maximum precision, speed, and manufacturing flexibility.
Gallery
Explore our gallery to see how Spike transforms technical drawings into high-quality metal components. Every project displayed here reflects our commitment to robust engineering, and flawless finishes—ranging from delicate industrial prototypes to large-scale architectural structures.
About Us
Spike is a premier provider of advanced sheet metal design and fabrication solutions. We simplify and accelerate your production cycle. Whether your project demands complex industrial enclosures or bespoke architectural metalwork, uncompromising precision is our signature standard.
Contact Us
EF
Address: No. 1, Block 24, Amirkabir Industrial Zone, Imam Khomeini Ave, Isfahan, Iran
Email: info@LaserSpike.com
Telegram: @SelSpike
Instagram: @LaserSpike
Central Hotline
+98 31 9100 4020
Sales & Engineering Support
+98 31 3131 5943 | +98 31 3131 5944
+98 31 9501 7300 | +98 31 9501 7500
RFQ & File Submission (Telegram / WhatsApp)
+98 905 752 0383
Management:+98 912 671 6499
+98 913 796 2046
+98 913 323 9059
How to Order
Easy online ordering from anywhere across the country. Simply send your technical drawings or CAD files via Telegram or Eitaa.
Contact: +98 905 752 0383
Sheet Metal Design Guide
Adhering to Design for Manufacturing (DFM) principles empowers engineers and designers to create highly functional, manufacturing-ready sheet metal parts. Following these technical guidelines minimizes unnecessary production costs and eliminates material waste.
To ensure your custom designs are fully optimized for seamless production, we highly recommend reviewing our comprehensive engineering standards.
Laser Cut Patterns
A comprehensive collection of custom graphic patterns optimized for decorative laser cutting is available in our exclusive archive.
To get a rapid price quotation, simply select your preferred pattern code from the journal below and send it to us along with your required dimensions.