طراحی و بهینه سازی
ایجاد، اصلاح، تجزیه و تحلیل و بهینهسازی یک طرح با استفاده از کامپیوتر

ë
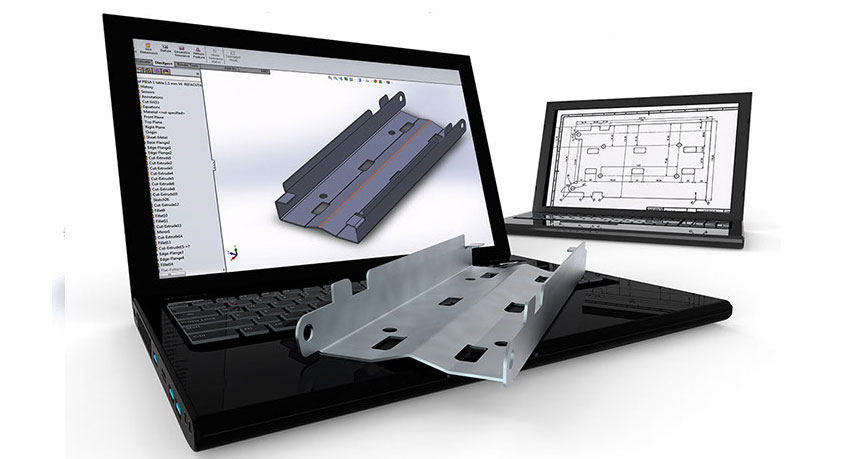
CAD (طراحی به کمک کامپیوتر) برای طراحی و تولید محصولات مورد استفاده قرار میگیرد و به طور موثری ارتباط بین فاز طراحی و مدلسازی با فرایند ماشینکاری مورد نیاز برای تبدیل یک محصول به یک قطعه واقعی است.
واحد طراحی مهندسی لیزراسپایک با بهرهگیری از مهندسین مجرب و فارغالتحصیل رشتههای نقشهکشی و طراحیصنعتی، ساخت و تولید، قادر به پیادهسازی نقشههای شما در قالب نرمافزارهایCatia، SolidWorks و AutoCAD و CorelDraw؛ و همچنین طراحی و مدلسازی و مهندسی معکوس انواع مجموعههای شیتمتال است.
مزایای خدمات طراحی ما
همانطور که انتظار میرود، همه مشتریان ما مهندسان با تجربهای نیستند که قادر به طراحی و تکمیل طرحهای پیچیده ورقکاری و مجموعههای مونتاژی با توجه به مقدار ضایعات، خطاهای خمکاری، اعوجاج و محدودیتهای ابزار باشند. به همین دلیل است که ما یک تیم تخصصی طراحی و ورقکاری را برای این کار اختصاص دادهایم که مشاوره و راه حلهای درست به صورت جداگانه و فرد به فرد برای پاسخگویی به نیازهای مختلف مشتریان خود ارائه دهند.
هر طرح، قبل از اینکه وارد فاز تولید، از نظر، هزینه، استحکام و قابلیت تولید امکان سنجی میشود. ما به این امر رسیدهایم که انجام این کار از همان ابتدای فرایند ثبت سفارش، مزایای بسیار زیادی را برای خودمان و مشتریان ما از لحاظ صرفه جویی در هزینه، زمان رفت و برگشت و اصلاح و کیفیت محصول نهایی دارد.
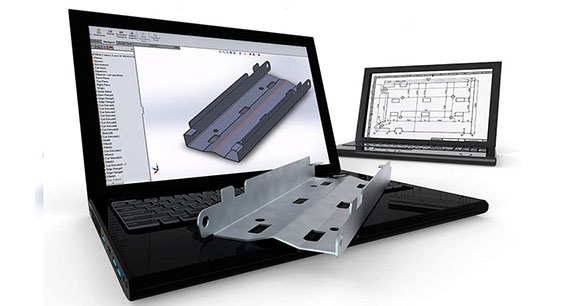
تمام پردازش و کدنویسی CNC برای تبدیل نقشه به زبان دستگاه برش لیزر، به سادگی با یک کلیک ماوس انجام میشود و به طور خودکار به سرور سیستم دستگاه ارسال میگردد.
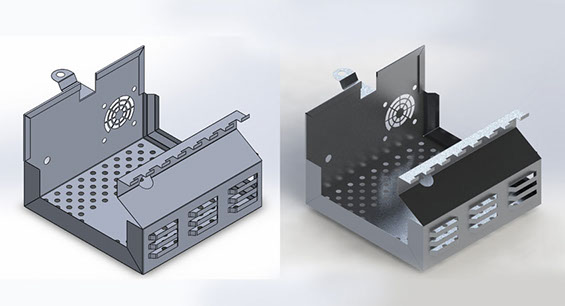
مدلسازی کامپیوتری قطعات ورقکاری
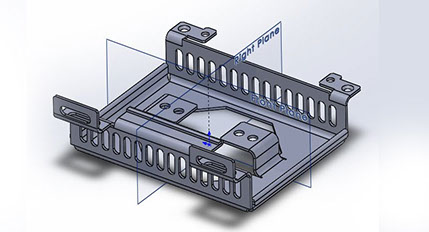
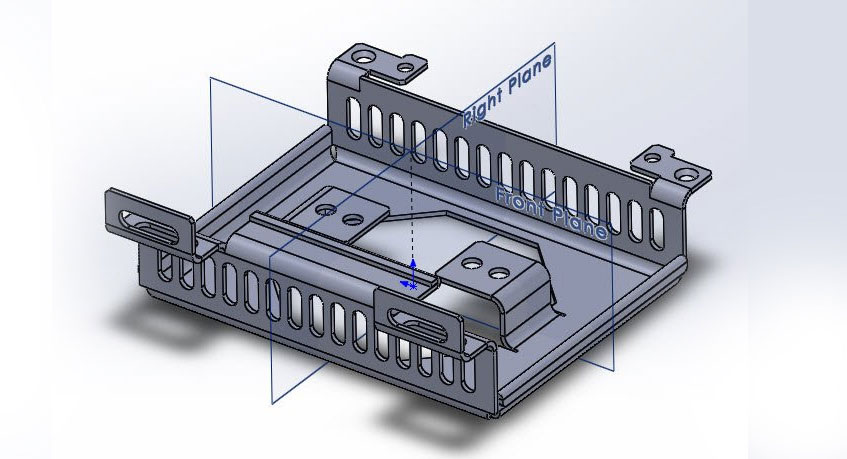
هنگامی که ما میخواهیم به یک پروژه جدید ورقکاری بپردازیم، ما کار را با ایجاد یک مدل سهبعدی از قطعه یا مجمعه مونتاژی آغاز میکنیم. ایجاد یک مدل سهبعدی مزایای بسیاری برای ما و مشتریان ما دارد، مخصوصا زمانی که قصد داریم یک طرح جدید یا حتی یک بروزرسانی بر روی یک طرح قبلی داشته باشیم. قابلیت مانور بر روی ایدههای مختلف در یک محیط نرم افزاری بدون نیاز به انجام برش و خم هیچ قطعه تست، نه تنها موجب صرفه جویی در زمان و هزینهها میشود، بلکه ما را قادر میسازد تا بتوانیم به دنبال بهترین راه حل برای انجام سفارش مشتریان خود و در نهایت یک قیمت مناسب و عادلانه برای هر دو طرف دست یابیم. مدل سهبعدی شیتمتال میتواند به صورت STEP ذخیره شده و دوباره مورد استفاده قرارگیرد و مشتریان یا ما را قادر سازد تا تکمیل طراحی، تغییرات و بهروزرسانی بر روی طرح سهبعدی به سادگی و به صورت رایگان انجام پذیرد. این کار تا زمانی که طراحی نهایی موردنظر به دست آید قابل انجام است. برخی از مزایای استفاده از مدل سهبعدی شیتمتال به عنوان نقطه شروع طراحی برای تولید عبارت است از:
الف) مدل سهبعدی برای کمک به ارتباط طراحی و درک مراحل تولید
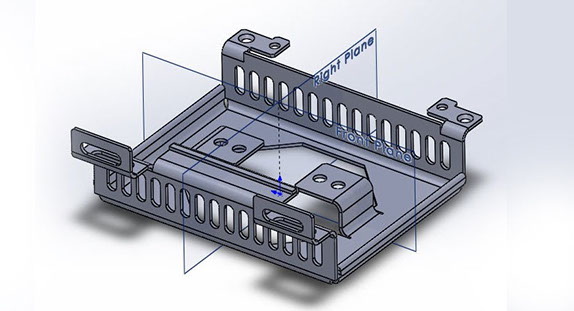
مدل سهبعدی را میتوان برای چاپ سهبعدی و یا چاپ تصاویر سیمی و مقاطع اندازه گذاری برای عملیات خمکاری، جوش و بازرسی استفاده کرد. این تصاویر را میتوان در کنار نقشههای مشتری به عنوان اطلاعات مورد نیاز برای انتقال به کارگاه جهت انجام درست پروژههای پیچیده استفاده نمود تا احتمال اشتباه در تولید به حداقل ممکن کاهش یابد.
ب) انتخاب جنس و ضخامت و مقدار تاثیر آن بر اندازه گسترده جهت برش لیزری
با انتخاب صحیح جنس و ضخامت، از پایگاه داده اطلاعتی منطبق بر دادههای سخت افزاری دستگاه بریک، موجود در سیستم نرم افزاری ورقکاری بیسترونیک یکپارچه با دستگاه، میتوان به طور خودکار گسترش دقیق را با اندازه صحیح ایجاد نمود. همچنین توانایی ایجاد گسترش دقیق از مدل سهبعدی، بررسی و شبیهسازی فرآیند تولید به کمک کنترلرهای اختصاصی کامپیوتری دستگاه پرس بریک بیسترونیک را داریم. ما میتوانیم درستی ابزار استفاده شده جهت فرآیند خمکاری و تاثیر آن بر روی اندازه گسترش یافته قطعه قبل از برش ورق فلزی را کنترل کرده و در صورت لزوم تغییرات لازم را در مدل سهبعدی اعمال کنیم. این تغییر در ابعاد گسترش، به علت اختلاف شعاع خمیدگی بر روی مواد مختلف مورد نیاز است و میتواند به وسیله یک قطعه نمونه از ورق تهیه شده بررسی شده و دادههای ویژه مرتبط با جنس مصرفی به دست آمده و دقت طراحی تا حد ممکن ارتقا یابد.
ج) برنامهریزی صحیح تولید تحمل برای فرایندهای تولید
تاثیر تلرانس تولید در مرحله طراحی یک محصول ورقکاری، برای رسیدن به مونتاژ دقیق و روان قطعات در مجموعه مونتاژی نهایی مهم است. ما معمولا همه طراحیها را با تلرانس 0/2+/- میلیمتر برای قطعات تا طول 50 میلی متر در نظر میگیریم که برای برش لیزرمناسب است. هنگامی که همان قطعه برای یک محدوده بلندتر از 2000 میلی متر جهت برش، خم یا جوش طراحی شود، ما باید با مشتری صحبت کرده و آنچه را که واقعا برای وی مهم است بررسی کنیم. در اینجاست که میتوان تغییرات لازم را در در مدل سهبعدی به طوری اعمال نمود که قطعه ورقکاری در مجموعه مونتاژی دچار اشکال نشود.
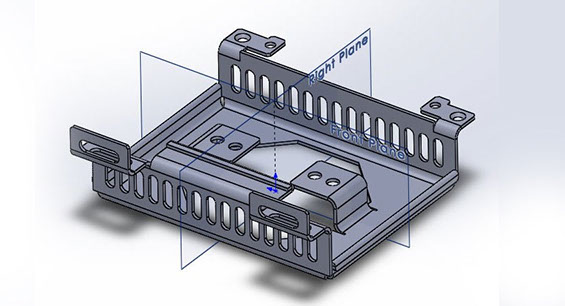
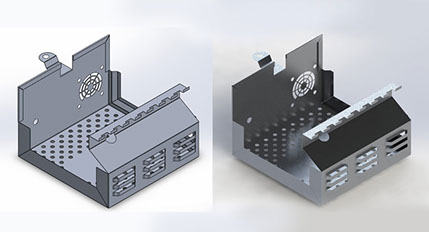
د) تراز لقی اجزای یک مجموعه مانند موقعیت صحیح سوراخهای ثابت بین دو یا چند قطعه در یک مجموعه مونتاژ شده
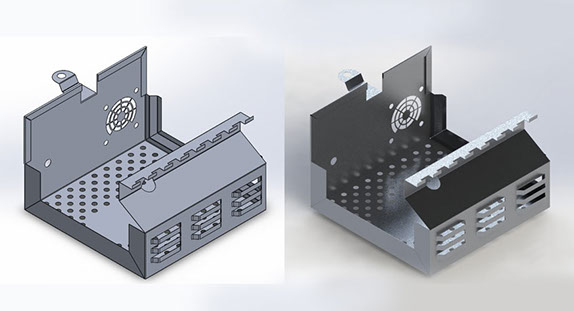
علاوه بر به دست آوردن تلرانس صحیح ورقکاری از روی مدل سهبعدی، هماهنگی و تراز مونتاژ قطعات نیز میتواند به راحتی مورد بررسی قرار گیرد. به عنوان یک مثال ساده یک جعبه فلزی و درپوش آن را در نظر بگیرید. جعبه و درپوش آن میتواند به عنوان دو نقشه جداگانه دوبعدی در فایلهای DWG یا DXF یا حتی یک تصویر PDF ارائه شود. با ایجاد یک مدل سهبعدی ورقکاری از دو قطعه مذکور، به صورت مونتاژ شده با هم، موقعیت سوراخهای روبروی هم، اصلاحات لازم برای لقی درب با جعبه، شعاع خم یا لقی لازم برای ضخامت پوشش پودر و رنگ را میتوان با مشتری چک نمود. اگر در این مرحله مشکلی وجود داشته باشد، تغییر در نقشه نرم افزاری و چک طرح با مشتری بسیار سادهتر از ساخت کامل جعبه و درب و مونتاژ در کنار هم و بررسی مشکلات در مونتاژ است.
ایجاد گسترشهای دوبعدی تک تک قطعات
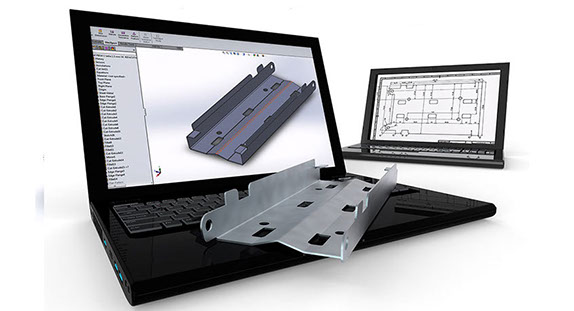
با در اختیار داشتن نرم افزار ورقکاری BySoft، ما به سادگی و تنها با زدن یک دکمه ماوس قادر به ایجاد گسترش دوبعدی از قطعه ورقکاری هستیم. (تصویر B). با توجه به دسترسی نرم افزاری دقیق به جزئیات ضخامت و جنس ورق و مواد مختلف، نه تنها گسترش بازشده مدل سهبعدی قطعه خم به درستی در نظر گرفته میشود، بلکه هر گونه مشکل احتمالی نیز در این مرحله دیده شده و توسط نرم افزار اعلام میشود. اگر یک برش یا سوراخ خیلی نزدیک به خط خم باشد، اخطار رنگی برای طراح نشان داده شده و به طبع میتوانیم اقدام مناسب را انجام دهیم. تمام خطوط خم نیز بر روی گسترس ایجاد شده همراه با جهت و زاویه خم نشان داده میشود. این دادهها میتوانند برای تنظیم اتوماتیک قرارهای دستگاه پرس بریک یا تنظیمات دستی اپراتورها در هنگام برنامهریزی فرایند خمکاری قطعه مفید باشد. همچنین این اطلاعات میتواند به نقشههای دوبعدی اندازه گذاری شده مشتریان اضافه شده و امکان بازرسی و صحت سنجی ابعاد خم را ممکن سازد.
در این مرحله، گسترش دوبعدی به دست آمده، یک طرح از قطعات فلزی ورقکاری برای مرحله تولید است که البته به طور اتوماتیک آماده برش با دستگاه لیزر ماست. ما در لیزراسپایک برش لیزر را با دستگاه بیسترونیک 4/4 کیلو وات ساخت سوییس، انجام خواهیم داد.
تولید گسترش قطعه ورقکاری بر مبنای ابزار موجود
هنگامی که گسترش قطعه ورقکاری آماده شد، ما میتوانیم فرایند تولید و ماشین آلات مرتبط با تولید قطعه را انتخاب کنیم. مزیت بزرگ استفاده از نرم افزار BySoft این است که گسترش دوبعدی را میتوان به سادگی فقط با یک دکمه ماوس به نقشههای ماشین برش تبدیل کرد. در نقشه قطعات جهت برش لیزر به صورت اتوماتیک باید تغییراتی استانداردی اعمال شود که مربوط به نحوه و چگونگی عملکرد دستگاه برش است؛ نحوه شروع برش لیزر، نقط شروع برش و مهمتر از همه مسیر برش پارامترهای مهمی است که میتواند موجب کاهش خطر برخورد و تصادم هد دستگاه با قطعه کار، کاهش گرم شدن ورق و همچنین کاهش زمان فرایند برش گردد.
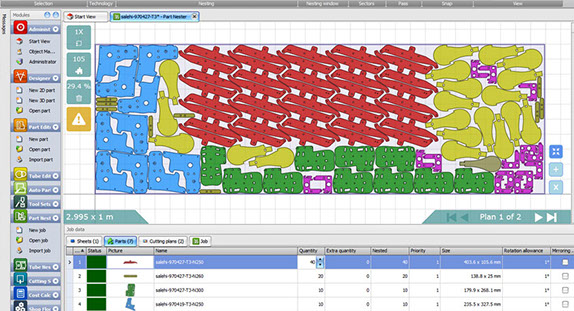
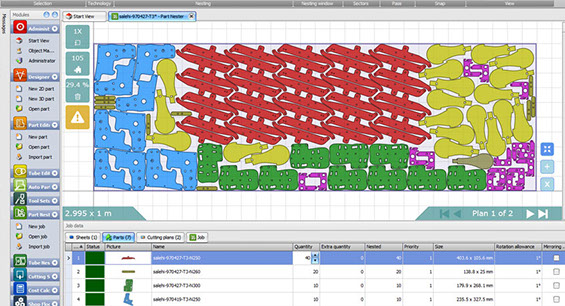
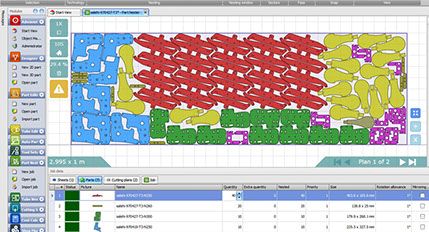
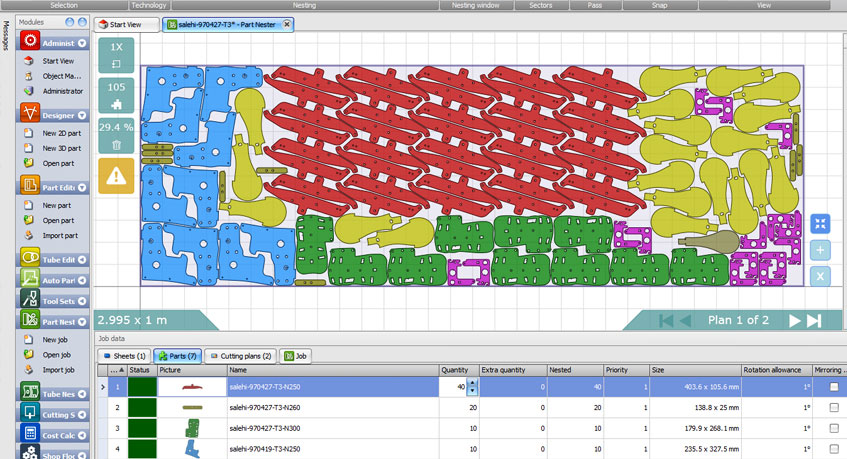
چیدمان محدوده برش ورق کار برای برش لیزر
هنگامی که گسترش تک تک قطعا ورقکاری هماهنگ شده با ابزار برش آماده شد، در این مرحله نیاز به چیدمان قطعات در ورق کار است. الگوی بهینه چیدمان قطعات بر روی ورق فلزی، به طور اتوماتیک و توسط الگوریتم نرم افزاری BySoft انجام شده که این امکان را دارد که بهترین محدوده موردنیاز برای برش را با توجه به ابعاد ورق موجود مشتری و همچنین با لحاظ سریعترین مسیر برش و حداقل جابجایی در ورق برای صرفه جویی در وقت فراهم آورد. ورق مورد استفاده میتواند طبق استاندارد بازار یکی از 3 اندازه 1×2، 1.25×2.5 یا 1.5×3 متر باشد. اگر حجم برش بالا باشد، اندازههای خاصی را میتوان در بعضی از مواد با توجه به طول قطعات و کاهش ضایعات خریداری کرد. به عنوان مثال، اگر قطعهای به طول 1.6 متر در ورق 2 متری برش بخورد ضایعات بسیار زیادی به همراه دارد، درصورتی که در اغلب موارد میتوان ورقی به ابعاد 1×1.7 متر تهیه سفارش داد. نکته دیگر این است که ما به سادگی میتوانیم از بقایای کار قبلی با ابعاد غیرمعمول یا حتی اشکال غیرمعمول (مثل دایره یا مثلث یا...) استفاده کنیم که باعث صرفه جویی در خرید در مواد خام نو میشود.
گاهی اوقات ما الزام بر جانمایی یک قطعه در جهت خاصی بر روی ورق داریم. این مسئله ممکن است جهت اطمینان از جهت دانه بندی ورق باشد چراکه این مسئله در مورد تولید یک قطعه دارای خم مهم است یا حتی جهت خاصی توسط مشتری مشخص شده است. کنترل نحوه چیدمان نرم افزاری قطعات به آسانی برای ما امکان پذیر است و حتی در مواردی که نیاز به اعمال دستی یک تغییر در جانمایی یک قطعه باشد میتوان این کار را به سادگی انجام داد.
محدوده کاری لیزر برش نشان داده شده در تصویر شامل قطعات ضخامت نازک است که خط خم نداشته و نسبت به دانه بندی ورق ملاحظه خاصی در چیدمان آن وجود ندارد؛ بنابراین چیدمان نرم افزاری به صورت آزادانه و با آزادی 5 درجه به منظور برش حداکثر تعداد قطعه از ورق صورت گرفته است. دیده میشود که نرم افزار قادر است نحوه چیدمان را بر مبنای شکل قطعه به درستی انتخاب کند به طوری که تا حد ممکن قطعات در هم فشرده شده و به بهترین شکل از ورق استفاده شود.
قدرت طراحی ورقکاری
این یک حقیقت انکار ناپذیر است که تغییرات کوچک میتواند به طور قابل توجهی هزینهها را کاهش دهد. یک طراحی ورقکاری قطعا از جوشکاری اجتناب ناپذیر است. بهتر است در یک طراحی تاحد ممکن روشهای ارزان قیمت را برای ساخت یک قطعه کشف کنیم. بهترین طرحها از نقاط قوت فرآیند جوشکاری بهره میبرند و ضعفهای آن را به حداقل میرساند.
طراحی ورقکاری؛ این سه کلمه ساده میتواند تاثیر بسیار زیادی بر روی خط پایین شرکت داشته باشد. به طور ایدهآل، اعمال ایدههای طراحی اثربخش، نوآورانه و خلاقانه در مراحل اولیه طراحی محصول، میتواند بر کل فرایند پروژه، از نقطه تولید تا استفاده نهایی محصول تاثیر قابل ملاحظهای بگذارد.
یک طراح خوب باید همه فناوریهای موجود در دسترس را بشناسد، و بر کسی پوشیده نیست که یکی از کارآمدترین تکنولوژیهای در دسترس، جوش قوس الکتریکی است. طراح ورقکاری هرگز نباید به طور کامل از جوش صرف نظر کند؛ بلکه حتی، جوشکاری قوسی اغلب بهترین گزینه اتصال برای محصول ورقکاری است. هدف طراح ضمن حفظ محتوای طراح و رعایت حداکثر بهرهوری تولید، باید به سمت کاهش یا سادهسازی اتصالات جوشی باشد.
یک طراحی ورقکاری خوب باید حتی الامکان فرآیندهای کارگاهی را کاهش داده، سادهسازی کرده و خطایابی کند تا کارایی بیشتر و در نهایت کاهش چشمگیر هزینهها صورت گیرد. به عبارت دیگر، تولید باید تا حد ممکن آسان باشد. اگر طراحی بخواهد در یک طراحی نو جوشکاری را حذف کند، اما روند خمکاری بسیار پیچیدهتر شود، قطعا این حرکت قابل قبول نخواهد بود.
یک طراحی هوشمند ورقکاری میتواند تولیدات سطح پایین را سهولت بخشد. این طراحی میتواند به وسطه قفلهای پیچ و مهرهای، نیاز به وجود جوش را حذف کند.
بهینه سازی
یک قاعده کلی: بیشترین خمکاری، کمترین جوشکاری. نرم افزار یکپارچه دستگاه خم، به طراح اجازه میدهد همه خمها را شبیهسازی کرده و بتواند نسبت به قطعات و بخشهایی که فقط میتوان با جوشکاری تولید کرد تصمیم گیری کند. چنین نرم افزاری همچنین این امکان را فراهم میکند که تمام ترتیب و توالی خمکاری را شبیهسازی و بررسی کرده و مواردی را که میتوان جوشکاری را به طور کامل از فرایند تولید حذف نمود شناسایی کند. طراح باید یک درک جامع از تئوری خم داشته باشد. این دانش در ترکیب با نرم افزار، میتواند یک توانایی بی نظیر در بهینهسازی و کاهش هزینههای تولید محصول باشد.
دانش بیشتر یک طراح، باعث سوالات بیشتر او میشود. به عنوان مثال، تقریبا غیرممکن است که یک لبه 20 میلیمتری را بتوان روی ورق با ضخامت 8 ایجاد کرد. در صورت نیاز به چنین قطعهای، به احتمال زیاد نیازمند جوش خواهیم بود. اما آیا لبه کار 20 میلیمتری واقعا مورد نیاز است؟ هدف طراحی چیست؟
شرایط مشابه دیگری را در نظر بگیرید. ضخامت نازک و لبه کوتاهتر را در نظر بگیرید. آیا جوشکاری نوار باریک 8 میلیمتری برای تقویت مونتاژ امکان پذیر است؟ در این صورت، شاید بتوان با یک تغییر در طول لبه یا یک پشت بند اضافی مشکل را حل نمود. این در حالی است که تناژ دستگاه پرس برک به اندازه کافی مناسب باشد. فقط با چند سؤال ممکن میتوان کل فرآیند اضافی را از بین ببرد و نرم افزار به طراحان کمک میکند تا به سادگی و امکانات متعدد قابل اجرا را شناسایی کنند.